车架总成是由冲压件(纵梁、横梁、支架)和铸件支架构成,车架总成长度一般在5 ~ 12 m 之间;产品的特点是外形尺寸大、质量大、品种多;若生产能力大,对于机械化输送的要求及产品的组挂方式的要求相对较高。鉴于此,车架涂装生产线的前处理设备都有哪些?

1、前处理设备
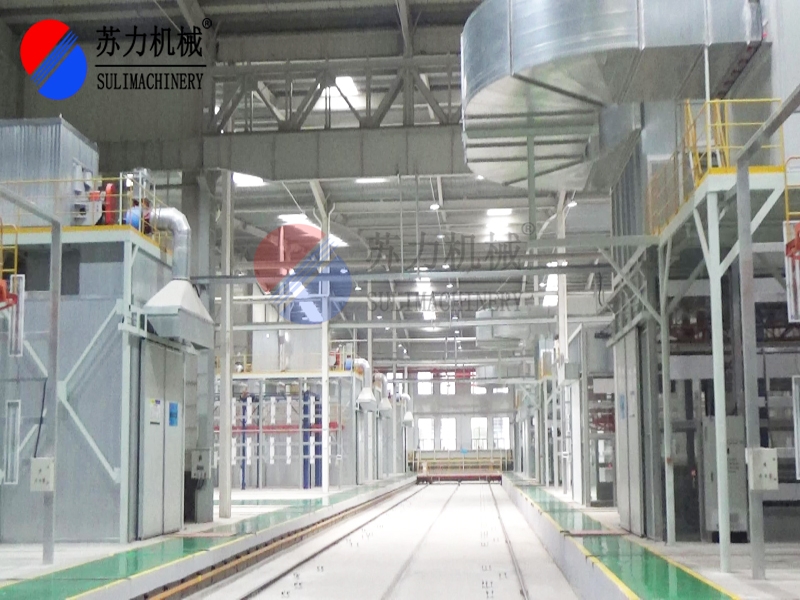
车架涂装生产线前处理设备主要由室体、工作槽、药剂补加系统(脱脂剂、表调剂、磷化剂)、除油系统、除铁粉污物系统、磷化除渣系统、热交换系统(预脱脂、脱脂、磷化)、排风系统、温度控制系统等组成。室体为封闭式结构,骨架采用型材,壁板材质为2 mm 厚不锈钢板,室体顶设有日光灯照明,侧壁装有检修门及观察窗。槽体为全焊结构,其中槽底边向一边倾斜,低处设有排放口,槽体所有弯角处为圆弧形。所有槽体壁板均采用304 不锈钢。所有工作槽均设辅槽,并设有过滤网。管路全部采用不锈钢。
磷化工序所用的泵采用双机械密封形式,相应设密封泵,以提高泵的使用寿命。其余工序的泵全部采用单机械密封形式。
工作槽中均设有搅拌装置,从而可以不断更新与工件表面相接触的槽液,保证槽液温度和浓度的均匀,加速工件表面的化学反应速度,提高前处理质量。除铁粉污物系统采用旋液分离器、磁性铁粉过滤器等相结合的方式,除去槽液中的铁粉污物。处理后的槽液自动返回预脱脂槽。设专用运污小车收集铁粉污物,将铁粉污物运至车间外。磷化除渣系统由供给泵、沉降分离设备、磷化渣压滤装置、接渣小车等组成,实现自动连续除渣,确保磷化槽液的含渣量小于3.0 ×10-4。供给泵采用双机械密封卧式泵。配置吹渣压缩空气管路及快换接头。
2、阴极凯发ag旗舰厅-百家乐凯发k8
主要由室体、工作槽、循环系统(包括主循环系统、超滤循环系统及调温循环系统)、槽液置换系统、阳极液循环系统、涂料供给系统、uf 水洗系统、污水收集系统及其他控制功能系统等组成。室体为封闭式结构,骨架采用型材,材质为碳钢,电泳室体壁板为2 mm 的304 不锈钢板,室体装有排风机,电泳室体外装有照明灯,设有进出门,门上装有电子门锁及安全防护、报警装置,室体侧壁装有玻璃窗,电泳室体内设有检修通道。工作槽包括主槽和辅槽,槽体为全焊结构,槽底设有一定斜度,槽体所有弯角处为圆弧形,槽体为低碳钢,内表面涂玻璃钢,在干态下耐直流电压≥20 000v,在槽底装有安全防护装置及保险机构,在侧壁装有防护装置。清洗槽的槽体为全焊结构,槽底边一侧倾斜,槽体所有弯角处为圆弧形。骨架为碳钢型材,壁板为不锈钢板。涂料循环次数不小于4 次/h。阀、管路的材料均为不锈钢。
采用卷式或管式、弧形超滤器,在电泳槽出槽设有0 次喷洗。此工位的喷洗液取自一次uf 浸洗槽。实现阴极电泳漆利用率达到96%以上,减少环境污染。设置备用槽为封闭的满焊结构,骨架为型材,材质为碳钢,壁板为碳钢板内涂玻璃钢。阳极采用管式阳极,泵的输出能力可以满足阳极液循环要求,泵的材料为不锈钢,安装有流量计和流量调节开关,安装有电导率仪,可自动控制阳极液的电导率,安装有浊度计,当膜管出现渗漏,进行报警。3、电泳烘干室
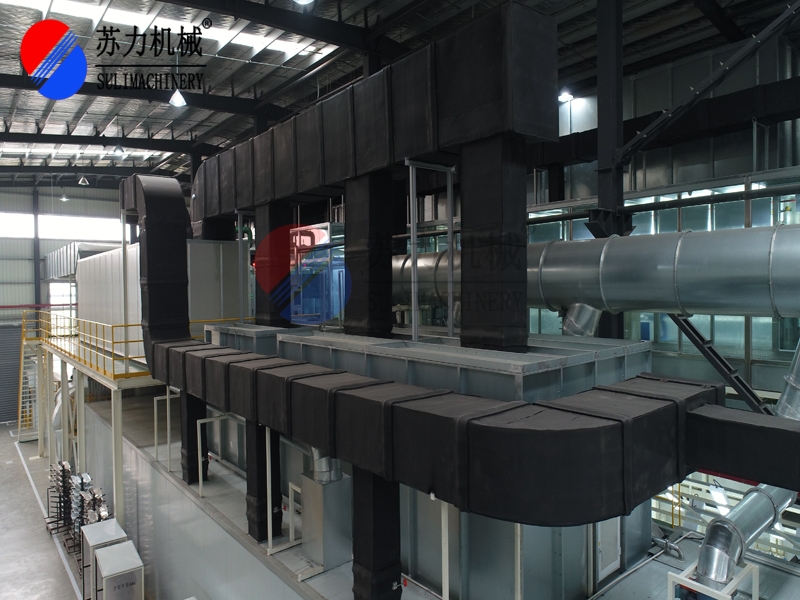
烘干室型式为直通式,单通道,间歇式生产。工件的输送方式为滑橇输送机输送。烘干室加热方式为对流。升温段采用燃烧供热装置作为烘干室的热源,利用直接燃烧后产生的热对工件进行对流加热。保温段采用废气焚烧后产生的高温烟气作为间接加热热源,对工件进行保温,在对流加热段,采用喷嘴下送风,风口上吸风方式。燃烧供热装置采用进口比例调节的自动燃烧机,该燃烧机具有调节比大,温度调节稳定,控制精度高等特点。废气处理采用直燃式废气焚烧装置,燃烧机采用进口比例调节的自动燃烧机。该装置具有炉膛温度高(760 ℃),废气处理彻底,占地面积小,操作和维修方便等优点。产生的烟气先经换热器预热再经烟气换热装置作为保温段对流烘干热源,最后烟气经换热器预热风幕用空气,排到
室外,达到环保排放要求,同时使能源得到充分利用。
4、强冷室
强冷室为通过式,由基础底座、室体、平台、换气装置组成。底座由槽钢焊接而成,室体由镀锌板及方形钢管焊接而成。方形钢管作室体立柱及横梁,镀锌板作室体及风箱壁板。冬季,如果室外空气过冷时,可通过调节混风用的调节闸板,使排风机排出的热空气一部分进入送风机的吸口,冷、热空气混合后,经中效过滤器送入强冷室,避免工件过冷出现结露现象。室体进口端上部吸风箱设有2 个可调节开口,工作时,可使烘干室溢出的热气通过强冷排风机排出厂房。